Жақында JSR компаниясының тұтынушы досы робот дәнекерлеу қысымы резервуарының жобасын реттеді. Тапсырыс берушінің дайындамалары әртүрлі сипаттамаларға ие және дәнекерлеуге болатын көптеген бөлшектер бар. Автоматтандырылған біріктірілген шешімді жобалау кезінде тапсырыс беруші дәйекті дәнекерлеуді немесе нүктелік дәнекерлеуді орындап жатқанын, содан кейін роботты толығымен пайдаланып жатқанын растау керек. Орындалу керек. Осы кезеңде мен оның позициялаушыны таңдауға күмәнданғанын білдім, сондықтан JSR оны барлығына қысқаша таныстырды.
Қос станциялы Бір осьті басты және тік бұрау позициясы
VS Үш осьті тік айналдыру позициясы
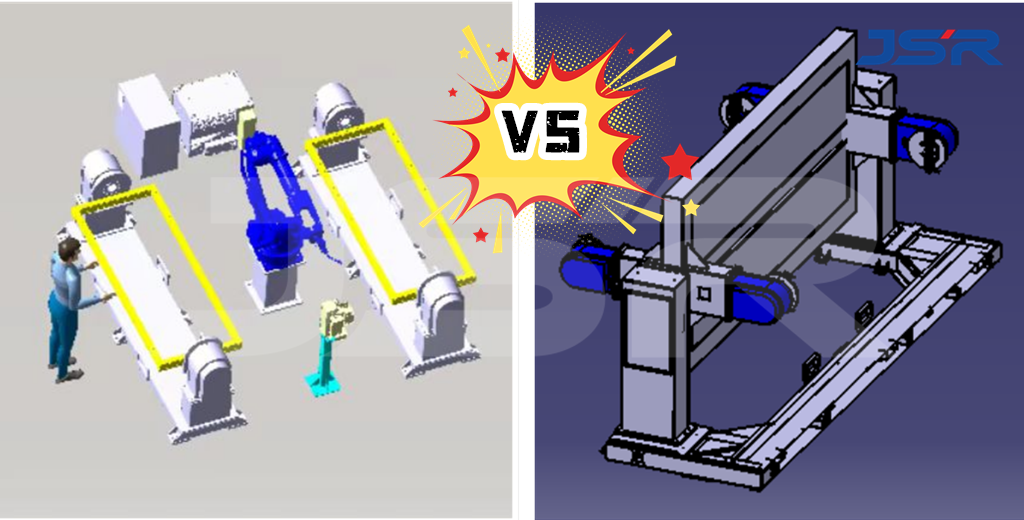
Робот дәнекерлеу жұмыс орнында қос станциялы Бір осьті басты және қосалқы тірек тік айналдыру позициясы және үш осьті тік айналдыру позициясы екі жалпы орналастыру жабдығы болып табылады және олардың әртүрлі қолдану сценарийлерінде өз артықшылықтары бар.
Төменде олардың қолдану сценарийлері мен салыстырулары берілген:
Қос станциялы бір осьті басты және құйрық жақтауын орналастырғыш:
Ол пісіру процесінде дайындаманы айналдыру және орналастыру қажет сценарийлер үшін қолайлы. Мысалы, автомобиль шанағын дәнекерлеудің өндірістік желісінде екі дайындаманы бір уақытта екі станцияға орнатуға болады, ал дайындамаларды айналдыруға және орналастыруға бір осьті басы мен құйрықты позициялауыш арқылы қол жеткізуге болады, осылайша өндіріс тиімділігін арттырады.
https://youtube.com/shorts/JPn-iKsRvj0
Үш осьті тік айналдыру позициясы:
Дайындамаларды бірнеше бағытта айналдыруды және айналдыруды қажет ететін күрделі дәнекерлеу сценарийлері үшін өте қолайлы. Мысалы, аэроғарыш өнеркәсібінде ұшақтардың фюзеляждарын күрделі дәнекерлеу қажет. Үш осьті тік айналдыру позициясы әртүрлі бұрыштарда дәнекерлеу қажеттіліктерін қанағаттандыру үшін көп осьтік айналуды және дайындаманың көлденең және тік бағытта бұрылуын жүзеге асыра алады.
https://youtu.be/v065VoPALf8
Артықшылықты салыстыру:
Қос станциялы бір осьті басты және құйрық жақтауын орналастырғыш:
- Қарапайым құрылым, басқару және күту оңай.
- Өндіріс тиімділігін арттыру үшін екі дайындаманы бір уақытта өңдеуге болады.
- Бір айналу осін қажет ететін дайындамалар сияқты қарапайым дәнекерлеу тапсырмалары үшін қолайлы.
- Бағасы үш осьті тік айналдыруға қарағанда арзанырақ.
- Дәнекерлеу сол және оң станциялар арасында ауыстырылады. Бір станцияда дәнекерлеу кезінде жұмысшылар екінші жағынан материалдарды тиеу және түсіру керек.
Үш осьті тік айналдыру позициясы:
- Ол көп осьтік айналуды және айналдыруды жүзеге асыра алады және күрделі дәнекерлеу жұмыстарына жарамды.
- Роботпен дәнекерлеу кезінде жұмысшылар дайындамаларды бір жағынан тиеу және түсіруді аяқтауы керек.
- Әртүрлі дәнекерлеу бұрыштарының талаптарын қанағаттандыра алатын орналасу икемділігі мен дәлдігін қамтамасыз етеді.
- Дәнекерлеу сапасы мен дәлдік талаптары жоғары дайындамалар үшін қолайлы.
Қорытындылай келе, қолайлы позициялаушыны таңдау дәнекерлеу жұмыстарының нақты талаптарына, соның ішінде дайындаманың күрделілігі, дәнекерлеу бұрышы, өндіріс тиімділігі және дәнекерлеу сапасына қойылатын талаптар сияқты факторларға байланысты.
Жіберу уақыты: 20 ақпан 2024 ж
